膜片聯軸器,星型|梅花彈性聯軸器,ZL型柱銷齒式聯軸器,TL型彈性套-HL型彈性柱銷-JS型蛇簧連軸器_泊頭市捷東機械制造有限公司

聯軸器鍛造技術對聯軸器質量至關重要,聯軸器鍛件應具有足夠噸位的水壓或鍛錘上進行鍛造,鍛造應有足夠的鍛造比,使整個截面鍛透,以獲得均勻性組織。
鍛件的軸線應相當鋼錠的 線,鍛件應由鋼錠或鋼坯鍛造成形。允許倍尺鍛造,一般應作為分享熱處理。熱處理和機械加工要求:鍛造后熱處理;鍛造后應進行預熱處理,以 組織和可加工性。粗加工;鍛件性能熱處理前應進行粗加工。留一些小加工余量。性能熱處理:鍛件應進行淬火和回火,以達到所要求的性能。性能熱處理后的機加工:機械性能合格后,鍛件加工到需方提供的圖樣所規定的尺寸和表面粗糙度。但如果任一表面的切削量超過5mm時,鍛件 進行除應力處理。除應力處理:鍛件除應力的溫度應低于終回火溫度30度,后,應緩慢冷卻。若除應力溫度不低于終回火溫度30度時,除應力后鍛件應重新進行機械性能試驗。
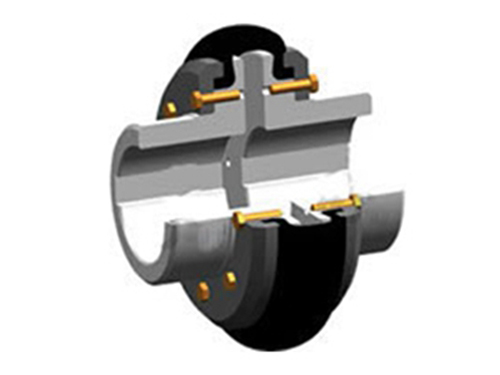
聯軸器主要是與電動機、減速器及工作機的軸聯接,其軸孔形式、拼接形式及尺寸主要取決于所聯接的設備的尺寸,設計時一般都按圓柱形和圓錐形軸伸國標標準設計軸,軸伸標準是針對軸的設計。各種不同結構形式的聯軸器在結構設計金額系列設計時,以傳遞轉矩的大小。聯軸器結構和輪轂強度為依據,確定各規格聯軸器的軸孔范圍(大值和小值)以及軸孔長度,每一種規格只應用一種軸孔長度。
未確切理解軸伸標準的 含義是形成這種現象的主要原因,聯軸器的軸孔應符合軸伸標準,而軸孔長度取決于傳遞的轉矩、輪轂和鍵的強度。
由以上所述我們可以明白聯軸器的鍛造技術和設計技術對聯軸器使用是非常重要的。
泊頭市捷東機械制造有限公司各種設備,技術力量 ,是生產各種類型聯軸器和減速機的 廠家,我公司具有 和批量生產的優越條件及優勢,能滿足用戶的各種需求。公司實現了CAD計算機輔助設計和信息化管理,集 制造為一體,檢測手段完善、品種規格、質量穩定。公司自創建以來,產品銷售至各地,深受新老客戶的青睞,本著誠實信用原則,與多家客戶建立了長期的合作關系,現在我公司正進一步加強員工技術培訓,提高技術水平,把注入產品。